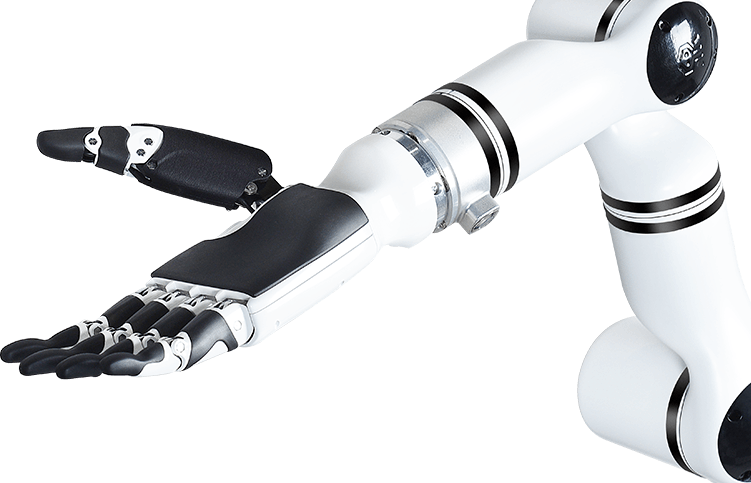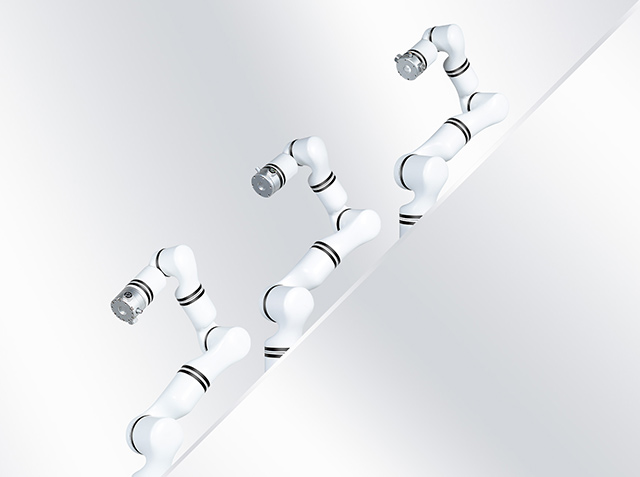
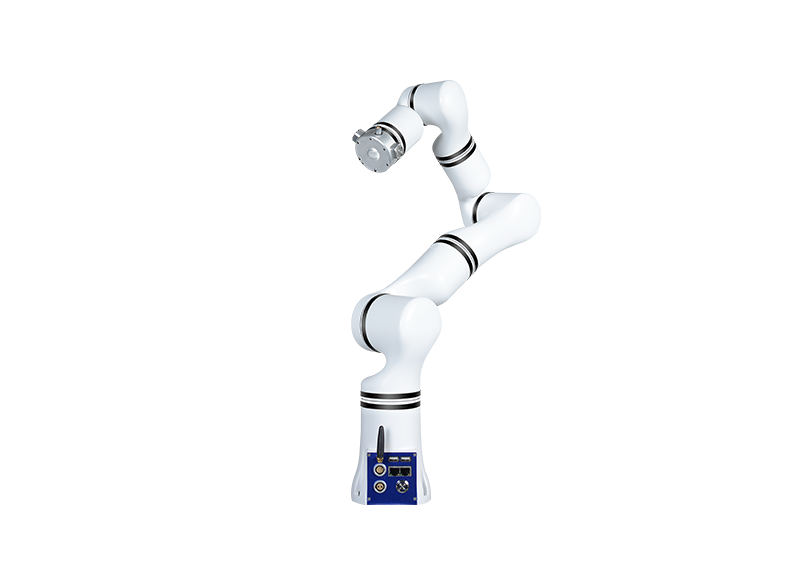
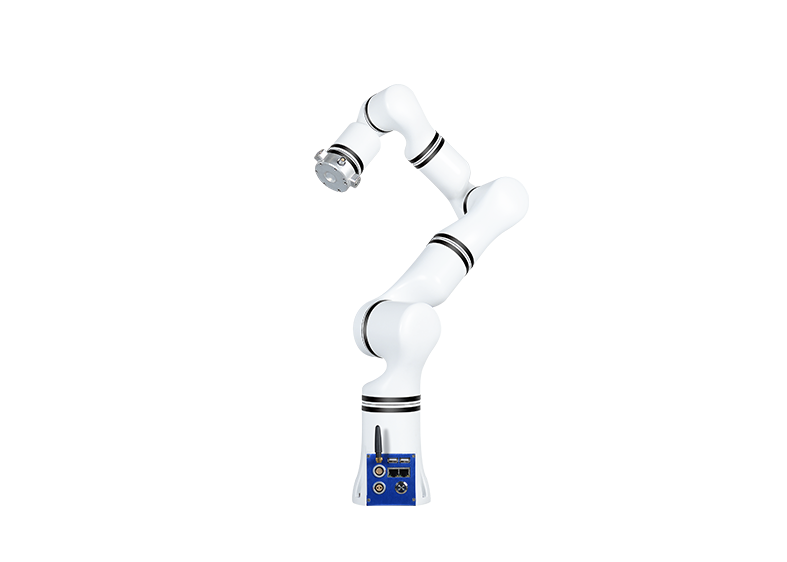
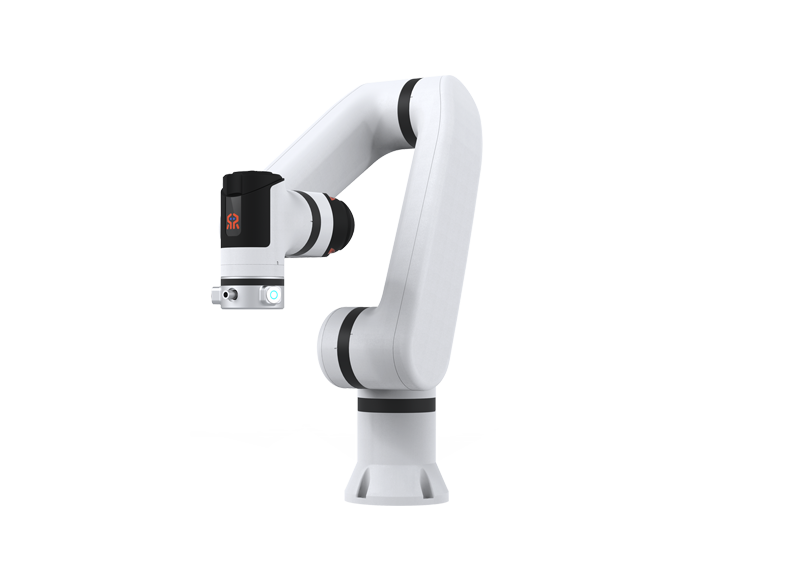
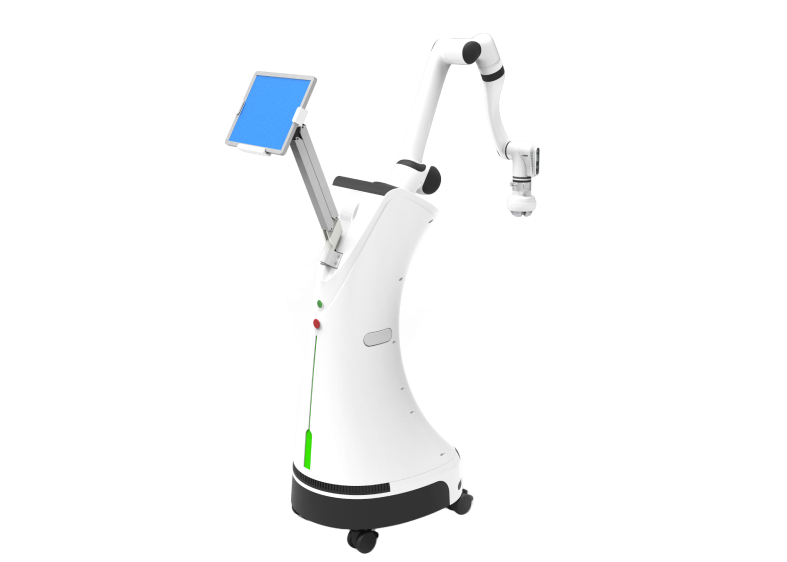
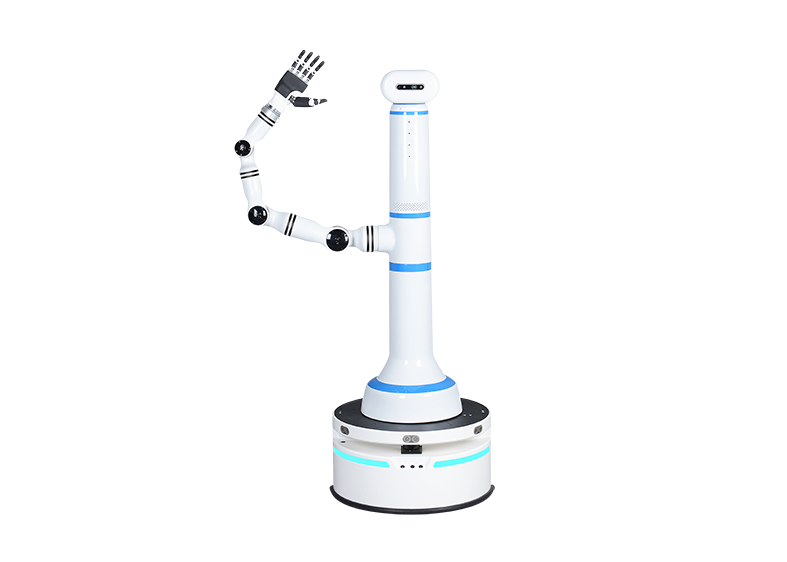
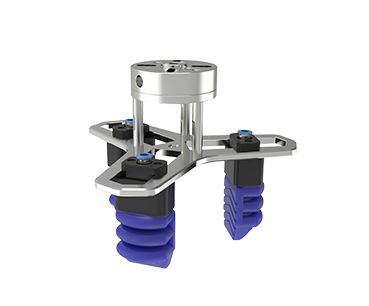
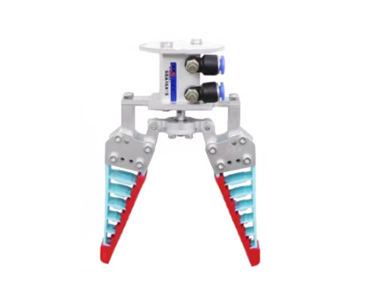
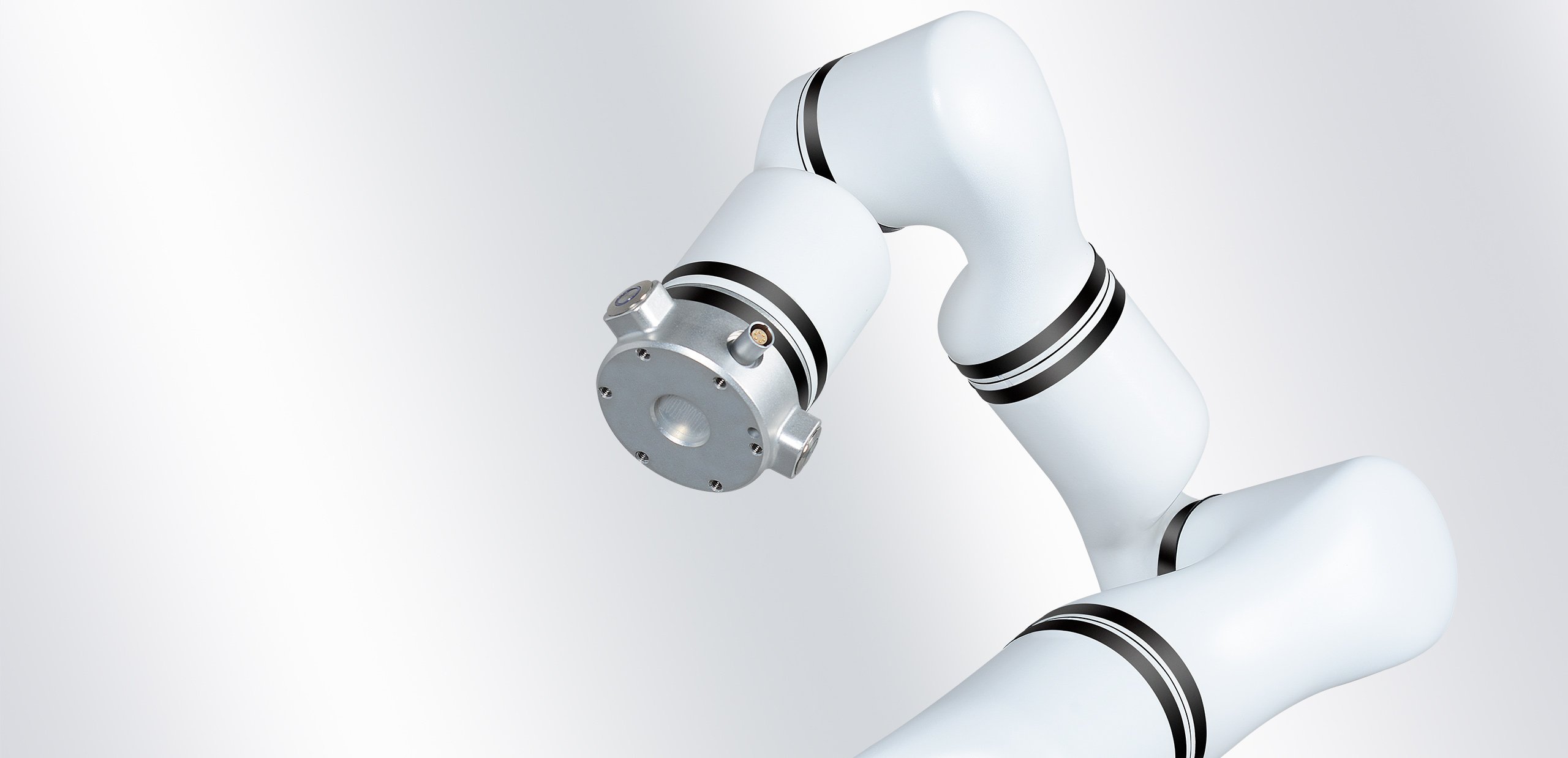
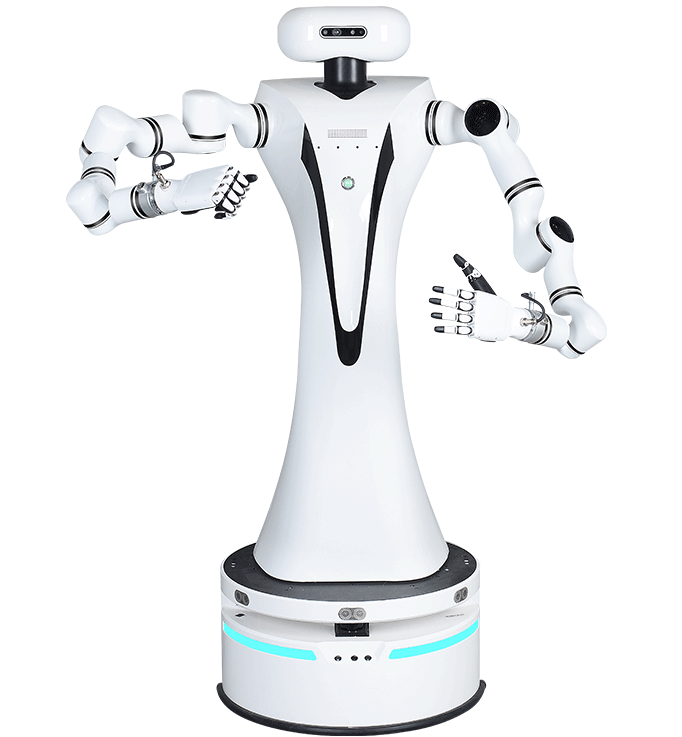
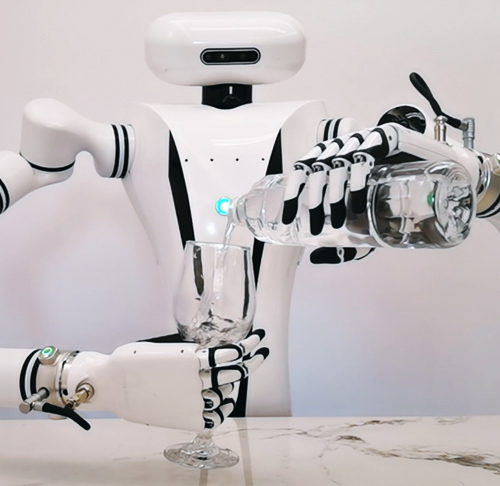
简单、易用、易操作的超轻量仿人机械臂系统开放、具有超高兼容性,末端具备通用接口,灵活扩展,即插即用,并支持二次开发。本着互惠互赢,合作共赢的原则,愿与行业大咖共建人机共融新生态。让机器人走入千家万户,让机械臂成为人人可用的通用化、智能化工具。
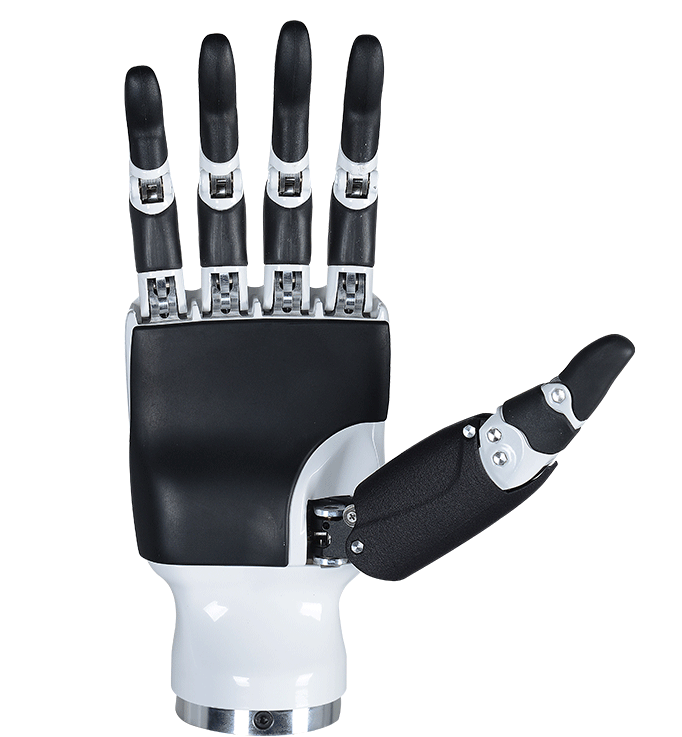

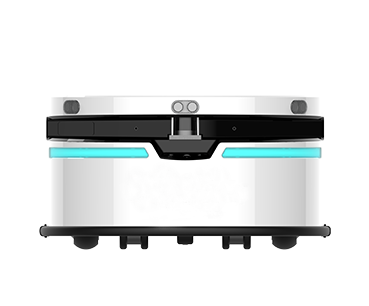
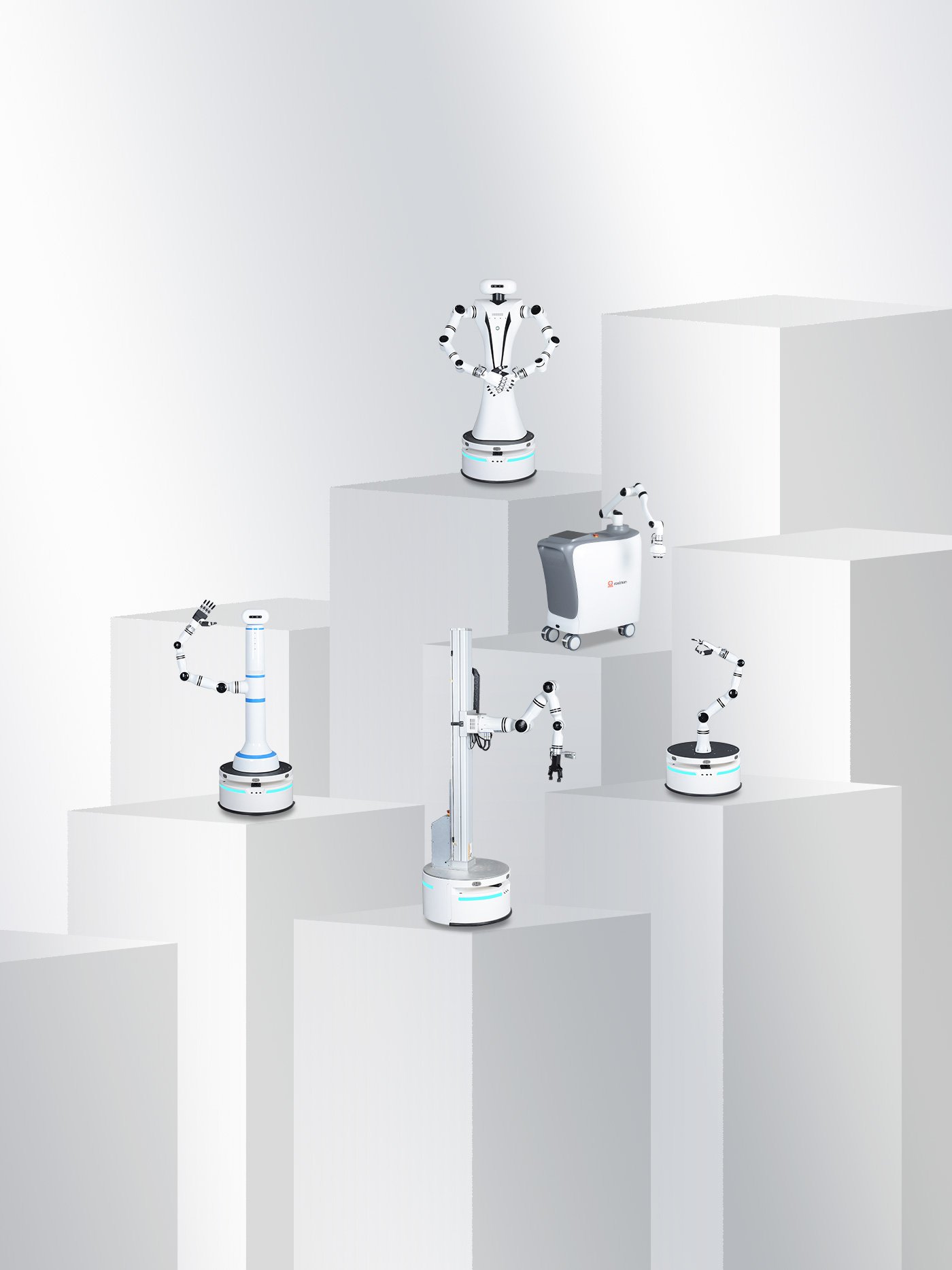
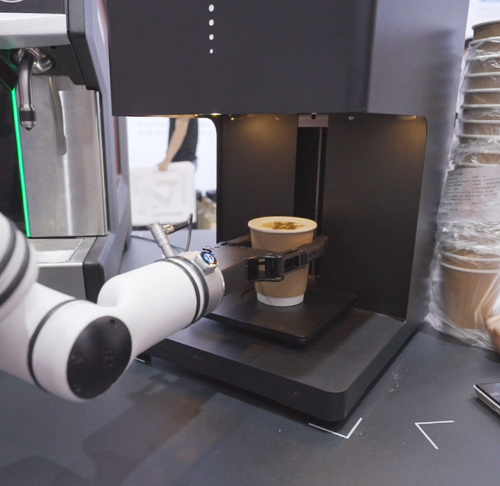
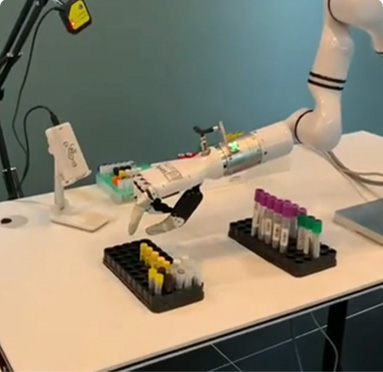
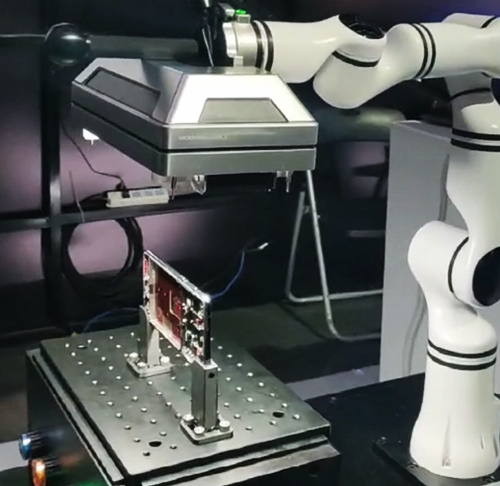
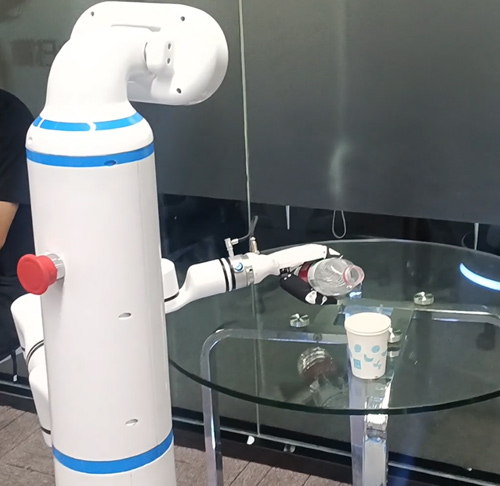
为汽车零部件、3C 电子、金属加工、食品包装、医疗健康以及新零售等行业提供回报更快的自动化、智能化升级解决方案













微信公众号

抖音号

视频号
©2024 智能科技(北京)有限公司 版权所有 | 备案:鲁ICP备12020594号 | 网站地图


















































 2026-08-02
2026-08-02